
Online consulting
Contact Us
智胜现场
电话:4000-500-260
手机:13368298070
邮箱: zsxc@zsxc100.com
地址:重庆市两江新区杨柳路2号重庆市科学技术研究院内

更多成果就在机冶“五小”
五小成果小中见大,创新创效职工先行。
创新人人可为,创效就在身边。
充分发挥优秀创新成果的引领示范作用,推动技术创新成果“多点开花”。
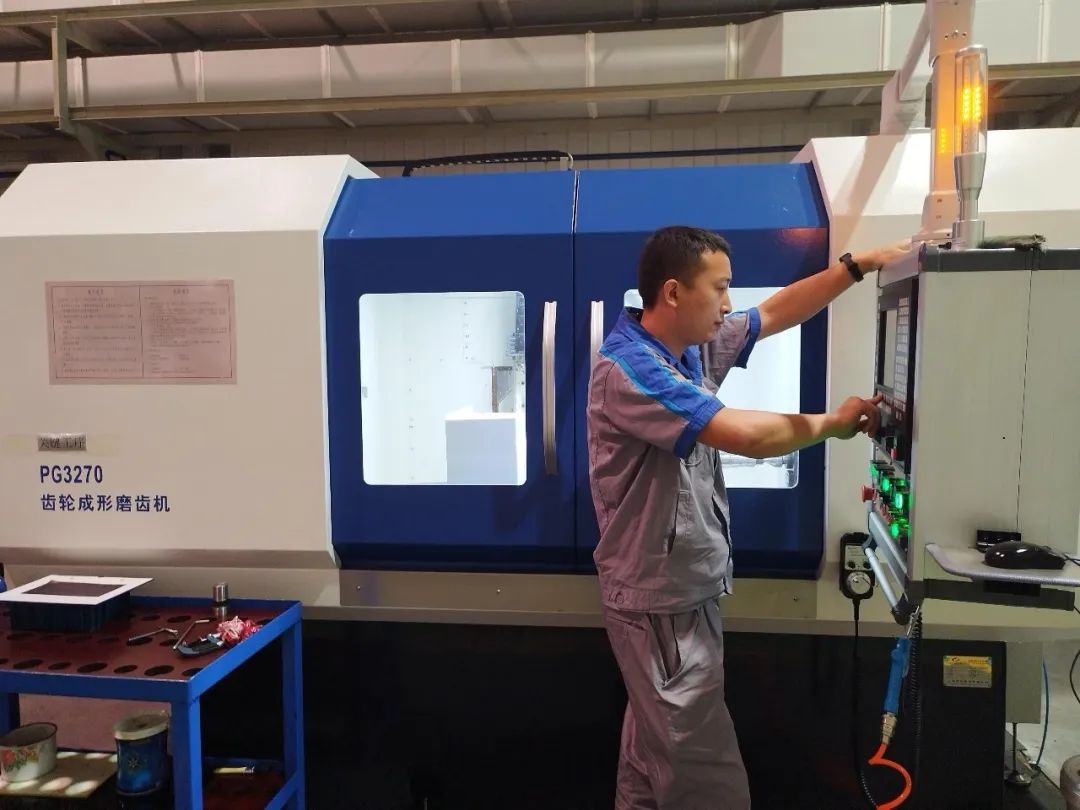
在重庆市机械冶金工会2023年“五小”劳动竞赛成果申报阶段,重庆机床集团职工踊跃报名,切磋比拼促创新,在“思维碰撞”中展现员工的智慧,在“创新创效”中助力企业高质量发展。
由钟涛带队的“五小”攻坚小组以“通用型磨齿工装设计”为实施项目,积极开展实施和团队讨论,历经5个月,现在每天能多加工1~2件,每天能提高产值6000~8000元,每月减少报废8~10件,全年约提高产值250万元左右,减少报废75万元左右,切实取得不错成绩。
1、为什么要做这个项目
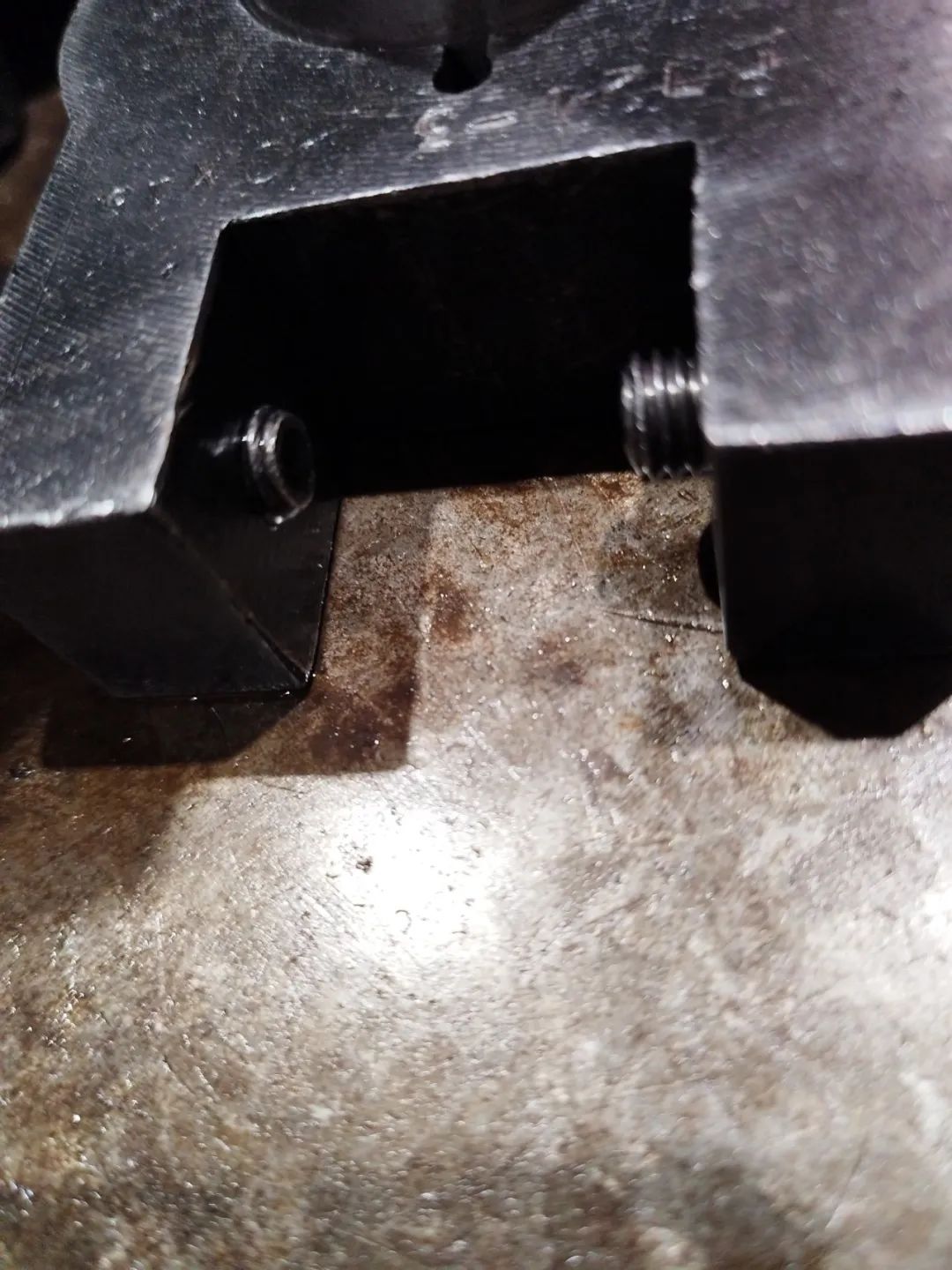
磨齿加工时,将零件固定在磨齿机底座上,同时保证零件跳动,再进行加工,固定是采用磨齿工装固定,分厂现有使用的磨齿工装多为奇心夹,用螺钉固定在底座上。
1.接触面积小,刚性较差,进刀量和吃刀量不宜过大;
2. 磨齿工装容易被螺钉压伤,形成压紧假象,加工过程中松动或受力不好,导致零件加工精度超差报废或增加精度误差;
3.由于存在螺钉紧固位置,因此磨齿工装外形相对较大,对于一些结构紧凑的零件,会发生干涉,而无法加工。

2、项目实施目标

1. 增加磨齿工装装夹刚性,就可以增加一定进刀量和吃刀量从而提高效率;
2. 加强磨齿工装紧固性,避免工装松动,降低零件精度误差率;
3. 让磨齿工装结构更加紧凑,增大装夹空间,从而扩大加工范围。
3、项目实施内容

小组通过头脑风暴,进行现状分析,列出多个末端因素:
1. 人员技能;2.机床精度和稳定性;3.砂轮参数;4.工装刚性;5.工装尺寸大小;6.工装材质;7.零件材质;8.工装紧固方式;9.工装装夹方式;10.环境温度。

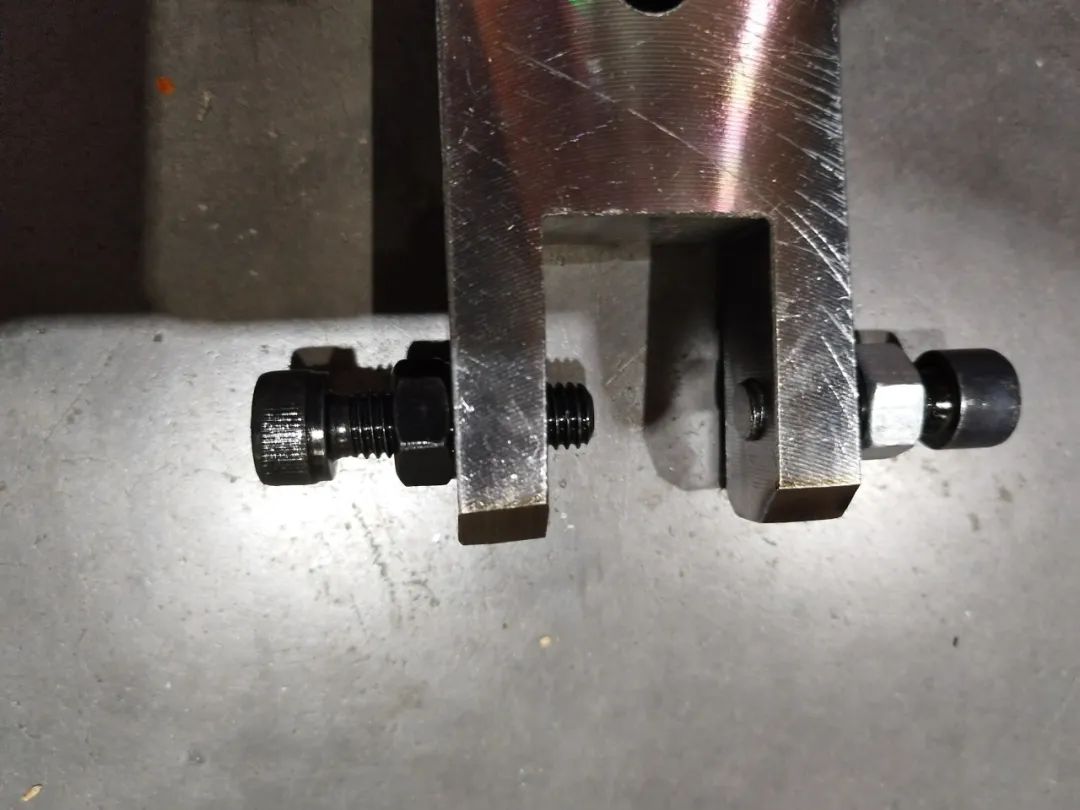
经验证,确定了工装紧固方式、工装装夹方式两个要因和工装尺寸一个次要因,根据要因制定对策,改变工装装夹和紧固方式,重新设计工装,同时控制工装尺寸。
螺钉紧固,接触面积小,刚性差
经新的工装试用验证后,磨齿工装装夹更加牢固,刚性更好,磨齿工装尺寸也更紧凑,磨齿后效率得到提高,每天能多加工1~2件,每月减少8~10件零件报废,精度也得到更进一步提高。
对磨齿机加工人员进行了工装试用培训以及原理培训,让加工人员对此有了更进一步了解。将图纸统一规范化,并在技术组推广。


通过这次项目活动,零件原有磨齿工装呈现的问题得到了明显改善,既给公司和个人带来了收益,也更进一步增进了各班组人员之间的沟通能力,提高了加工意识,同时带来了成就感,提高了团队士气。
随着后期使用,效果良好,已得到广泛应用,同时也在不断完善中。

更多成果就在机冶“五小”
用创新破解生产难点
用创新赋能提质增效
让我们不断推动“五小”创新创效成果
共建共创共享共赢
为企业实现高质量发展助力护航!

 在线客服
在线客服