
Online consulting
Contact Us
智胜现场
电话:4000-500-260
手机:13368298070
邮箱: zsxc@zsxc100.com
地址:重庆市两江新区杨柳路2号重庆市科学技术研究院内
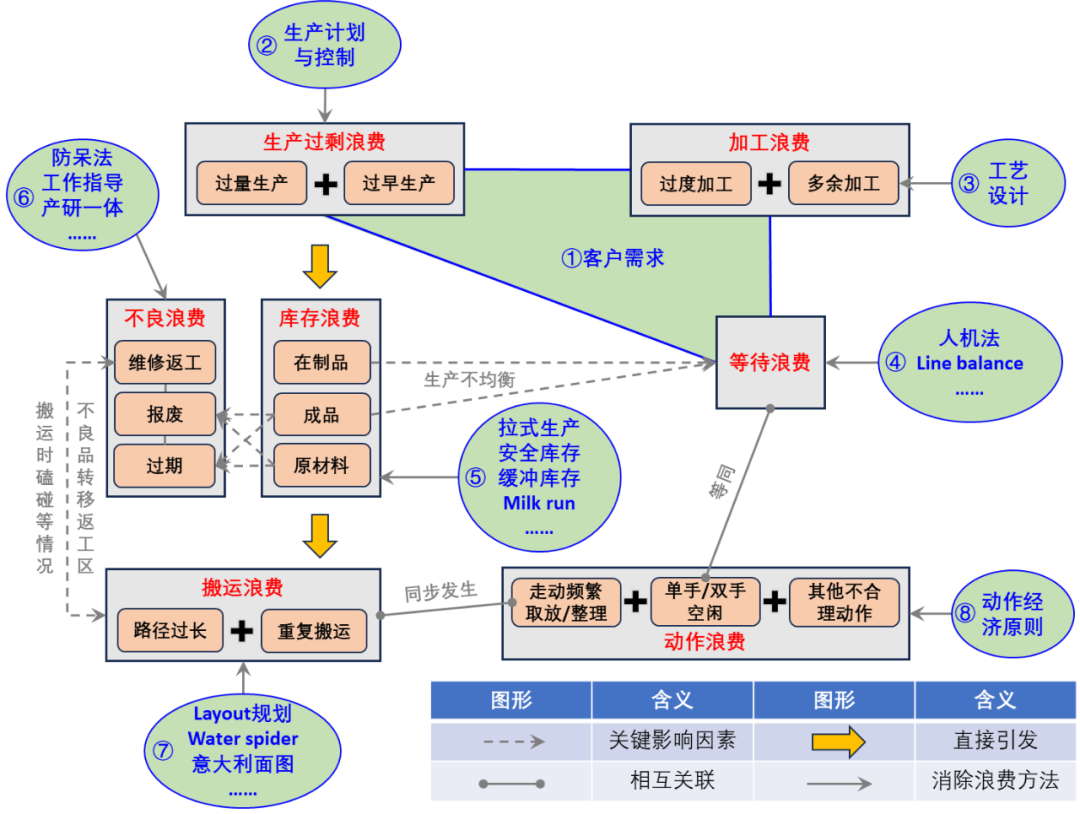
七大浪费的识别与改善
来源: 作者:

发布时间:2024-02-02 阅读:44次
标签:消除七大浪费
上一篇:精益生产管理中常用的10中方法
下一篇:
车间实施5S管理有什么用?

 在线客服
在线客服